
 Jakie korzyści osiągnęli nasi klienci po przejściu na HEM?
Jakie korzyści osiągnęli nasi klienci po przejściu na HEM?
Respondenci zostali poproszeni o wybór korzyści jakie przyniosło im przejście na HEM

Jakie rozmiary są używane przy obróbce HEM?


Przykłady
Poniżej przedstawiono przykład obróbki stali nierdzewnej 17-4PH (35HRC) strategią HEM. Podczas wykonywania obróbki przez frez trzpieniowy, 5-ostrzowy, o średnicy 12mm używano 12% promienia freza ale za to 100% jego APMX. Skutkiem tego zabiegu jest zwiększenie żywotności narzędzia oraz wykonanie 40 sztuk w porównaniu do 15 sztuk przy tradycyjnym frezowaniu.


Obróbka aluminium 6061 frezem do aluminium, 3 ostrzowym UFA, technolog był w stanie ukończyć element w 3 minuty przy użyciu strategii HEM zamiast 11 minut klasycznymi strategiami obróbki. Przy użyciu HEM narzędzie jest w stanie wykonać 900 części co daje wzrost o ponad 150% względem standardowym obróbek.


Kontrola grubości wióra i pełne wykorzystanie potencjału narzędzia
Zmniejszenie grubości wióra jest zjawiskiem występującym przy zmiennych głębokościach promieniowych (RDOC) i jest związanym z grubością wióra i posuwem na ząb. Pomimo powszechnego przekonania, że te dwie wartości dotyczą tego samego, są to różne pojęcia i są bezpośrednio związane ze sobą nawzajem. Posuw na ząb przekłada się bezpośrednio na szybkość posuwu narzędzia i jest powszechnie określany jako milimetry na ząb lub obciążenie wiórowe.
Grubość wióra
Grubość wióra jest często pomijanym parametrem. Odnosi się do grubości każdego powstałego wióra mierzona w największym przekroju. Użytkownik powinien zwracać uwagę na wartość maksymalnej grubości wióra i posuwu na ząb, ponieważ są to parametry mające bezpośredni wpływ na obróbkę.
Jak kontrolować grubość wióra
Przy ae równemu połowie średnicy freza (lewa strona rys. 1.) grubość wióra i posuw na ząb są sobie równe. Każdy ząb zaczyna obróbkę pod kątem prostym, co pozwoli na najbardziej efektywne frezowanie i pełne wykorzystanie średnicy narzędzia.
Gdy RDOC spadnie poniżej 50% średnicy freza (prawa strona rys. 1.), maksymalna grubość wióra również spanie, co może zmienić idealne warunki skrawania dla danego przypadku. Może to prowadzić do gorszej jakości gotowej części, wydłużenie czasu obróbki a nawet do przedwczesnego zużycia narzędzia. Prawidłowe dobranie pozostałych parametrów obróbki pozwoli zmniejszyć te efekty.

Celem jest uzyskanie stałej grubości wióra poprzez dostosowanie posuwu podczas skrawania z różnymi RDOC. Można wyliczyć to z poniższego równania, biorąc pod uwagę średnicę narzędzia (D), ae (RDOC), grubość wióra (CT) i posuw (IPT). Jako grubości wióra użyj wartości jak dla pracy połową średnicy freza. Możliwe jest wyliczanie posuwu na bieżąco, w czasie obróbki, dzięki czemu grubość wióra będzie stała. Rozwiązanie przedstawiono na rys. 2.


Korzyści
Podsumowując, celem powyższych zabiegów jest maksymalne wykorzystanie narzędzia. Utrzymanie stałej grubości wióra gwarantuje, że narzędzie jest wykorzystywane w 100% w każdym momencie pracy. Inne zalety to: zmniejszenie tarcia, zwiększenie wydajności (MRR) oraz wydłużenie czasu życia narzędzia.
Dobór promieniowej i osiowej głębokości skrawania
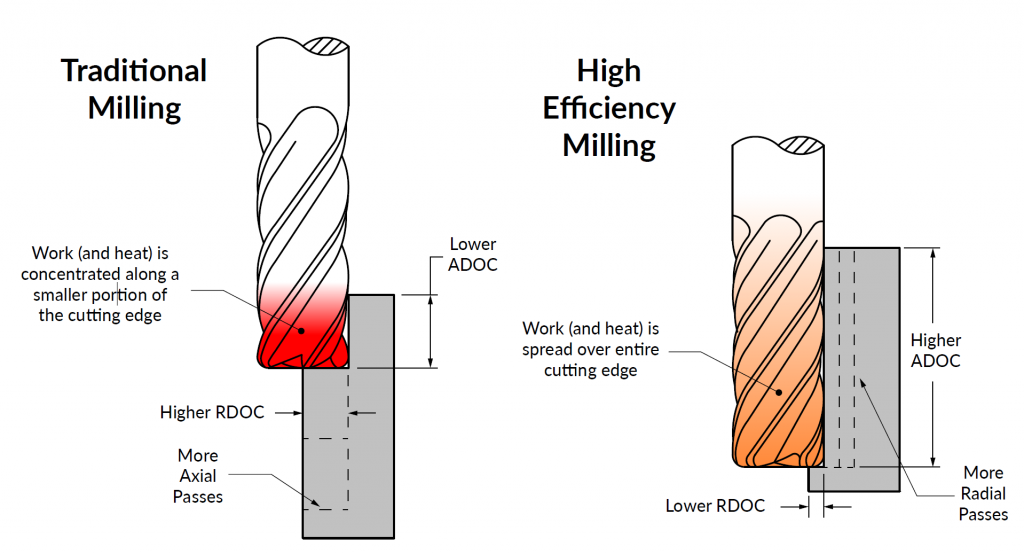
Każda operacja obróbki CNC wymaga wybrania strategii doboru promieniowej i osiowej głębokości skrawania. Promieniowa głębokość skrawania (RDOC), odległość, na jaką narzędzie wchodzi w obrabiany przedmiot; osiowa głębokość skrawania (ADOC), odległość, na jaką narzędzie zagłębia się w obrabiany przedmiot wzdłuż jego linii środkowej, stanowią podstawę parametrów obróbki. Odpowiedni dobór tych parametrów ma kluczowe znaczenie dla powodzenia obróbki.

Odpowiedni dobór RDOC
Głębokość na jaką narzędzie zagłębi się promieniowo w materiał zależy od rodzaju obróbki. W obróbce wykańczającej ilość materiału usuwanego ze ścian stanowi około 3-5% średnicy freza.

Przy agresywnych obróbkach zgrubnych używane jest 30%-50% średnicy narzędzia. Jest to znacznie więcej niż przy obróbkach zgrubnych, jednak ADOC jest, zazwyczaj, znacznie mniejszy.
Odpowiedni dobór ADOC
Głębokość na jaką frez zagłębi się w materiał zależy od geometrii narzędzia. Nieodpowiedni dobór może prowadzić do ugięcia narzędzia, jego uszkodzenia i niskiej jakości obrabianej części.
Frezy są dostępne w wielu opcjach, zarówno dotyczy to średnic jak i długości całkowitych i roboczych. Wybór narzędzia, które umożliwi uzyskanie najmniejszego ugięcia i najwyższej wydajności ma kluczowe znaczenie. Maksymalna długość skrawania (APMX) zależy od głębokości rowka jaki będziemy frezować, ten parametr decyduje o wyborze wymiarów narzędzia. Przy głębokich rowkach potrzebne jest większe APMX, jednak należy ją tak aby frez się nie ugiął.

Dobór głębokości dla strategii HEM
Przy obróbce HEM wybór niskiego RDOC i wysokiego ADOC jest kluczowy. W takim przypadku można zwiększyć posuw i płynnie go regulować, tak aby uzyskać stalą grubość wióra co znacznie wydłuży żywotność narzędzia.
Tradycyjne frezowanie:
- Wysoki RDOC
- Niski ADOC
- Standardowy posuw
Frezowanie HEM:
- Niski RDOC
- Wysoki ADOC
- Podwyższony posuw
Dla obróbki HEM zalecane jest użycie 7-30% średnicy narzędzia jako RDOC i dwukrotność średnicy narzędzia jako ADOC, to wszystko ze zwiększonym posuwem.

Ta kombinacja parametrów roboczych spowoduje zauważalny wzrost wydajności. Nowoczesne oprogramowanie CAM zazwyczaj oferuje kompletne rozwiązania HEM. Podobne parametry mogą być stosowane przy trochoidalnym frezowaniu rowków.


Zużycie ścierne
Powierzchnie krawędzi skrawających ścierają się poprzez mechaniczną interakcję z przedmiotem obrabianym. Tępi to krawędź tnąco i może prowadzić do zmiany średnicy narzędzia. Przy wyższych prędkościach obrotowych większym problemem staje się ciepło powstające w czasie tarcie, które powoduje znaczne uszkodzenie krawędzi tnącej, zwłaszcza gdy nie zastosowano odpowiedniej powłoki.

Jeśli narzędzie zużywa się zbyt szybko należy zredukować prędkość skrawania i zoptymalizować zużycie chłodziwa. Strategia HEM również może być sposobem na zbyt szybkie zużywanie się narzędzia poprzez rozłożenie pracy na całą długość narzędzia. Zapobiega to miejscowemu zużyciu i przedłuża żywotność narzędzia.
Chipping (wykruszenia)
Wykruszenia mogą być łatwo zidentyfikowane przez oderwania lub pofałdowania krawędzi skrawającej lub poprzez sprawdzenie powierzchni przedmiotu obrabianego. Słabe wykończenie powierzchni może wskazywać, że narzędzie doświadczyło pewnego rodzaju odpryskiwania, co może doprowadzić do ewentualnej katastrofalnej awarii narzędzia.
Chipping jest zazwyczaj spowodowany przez nadmierne obciążenie narzędzia oraz brak płynności przejść (frezowanie jest w końcu obróbką prerywaną), ale może to być również spowodowane pękaniem termicznym, innym rodzajem zużycia narzędzia, które jest szczegółowo omówione poniżej.

Pękanie termiczne
Zjawisko to jest często identyfikowane jako pęknięcie prostopadłe do krawędzi skrawającej. Pęknięcia tworzą się powoli, ale mogą prowadzić do pękania i przedwczesnej awarii narzędzia.

Pękanie termiczne jest spowodowane ekstremalnymi wahaniami temperatury podczas frezowania. Dodawanie odpowiedniej powłoki ma bardzo pozytywny wpływ na zapewnienie odporności na ciepło i zmniejszanie zużycia ściernego. Strategia HEM dodatkowo pozwala na uniknięcie negatywnego wpływu wysokich temperatur na frez. Ciepło powstałe w czasie obróbki rozkłada się na całą długość narzędzia, co zapobiega poważnym wahaniom temperatury.
Złamanie
Złamanie to całkowite zniszczenie narzędzia, powstałe z powodu nagłego pęknięcia, często będącego wynikiem niewłaściwej prędkości skrawania, posuwu, niewłaściwej powłoki lub nieodpowiedniej głębokości skrawania. Problemy z uchwytem narzędziowym lub luźne trzymanie przez uchwyt w czasie pracy również może być powodem pękania. Podobnie jak nieciągłości i wtrącenia w materiale obrabianym.

Dostosowanie prędkości skrawania, posuwu i głębokości skrawania wg katalogu oraz sprawdzenie sztywności pozwoli zminimalizować ryzyko pęknięcia do minimum. Optymalizacja zużycia chłodziwa również pozwala zmniejszyć to ryzyko poprzez eliminację zmian temperatury, które wyszczerbiają krawędż skrawającą i mogą prowadzić do złamania freza. Ścieżki narzędzia wg HEM zapewniają bardzo jednostajne obciążenie narzędzia, co zmniejsza obciążeń dynamiczne, redukuje nacisk na narzędzie, co znacznie zmniejsza ryzyko złamania narzędzia.
Najlepsze rozwiązania dla obróbki trochoidalnej
Czym jest frezowanie trochoidalne?
Frezowanie trochoidalne to metoda obróbki, stosowana do tworzenia rowka szerszego niż średnica freza. Osiąga się to za pomocą serii okrągłych nacięć znanych jako ścieżka obróbki trochoidalnej. Podobnie jak obróbka HEM frezowanie trochoidalne wykorzystuje wysokie prędkości, zachowując niską promieniową głębokość skrawania (RDOC) i wysoką osiową głębokość skrawania (ADOC).
Frezowanie trochoidalne jest w dużej mierze oparte na teorię ścieniania wiórów podczas obróbki. Frezy mają swoją idealną grubość wiórka, która zależy od ich geometrii. Teoria ta zakłada, że możliwe jest zwiększenie grubości wióra w celu utrzymania stałej grubości w czasie obróbki.
W przeciwieństwie do liniowych obróbek konwencjonalnych, frezowanie trochoidalne wykorzystuje spiralną ścieżkę narzędzia z niskim RDOC, aby zmniejszyć obciążenie i zużycie narzędzia (rys. 1).
Zalety frezowania trochoidalnego
Frezowanie trochoidalne może być bardzo korzystne przy niektórych zastosowaniach. Zmniejszenie RDOC pozwala na zmniejszenie ilości ciepła wytworzonego podczas obróbki, a także sił skrawania i obciążenia wrzeciona. Zmniejszenie siły promieniowej pozwala na większą dokładność w czasie obróbki.
Zalety obróbki trochoidalnej:
- Zmniejszenie siły skrawania
- Zredukowanie ciepła
- Większa dokładność obróbki
- Poprawa żywotności narzędzia
- Szybsza obróbka tego samego detalu
- Jedno narzędzie do wielu rozmiarów rowków, kieszeni, otworów
Ponadto mniejsza promieniowa głębokość skrawania pozwala na większą osiową głębokość skrawania, co oznacza, że można wykorzystać całą długość krawędzi skrawającej. Zapewnia to rozłożenie ciepła całej długości krawędzi skrawającej a nie, jak w przypadku konwencjonalnego frezowania, na pojedynczej sekcji freza. Rozłożenie ciepła i zużycia na całą długość narzędzia oraz ograniczenie wpływu temperatury pozwala znacznie wydłużyć czas życia narzędzia.
Dzięki zmniejszeniu siły skrawającej możliwe jest zwiększenie prędkości skrawania. Ponieważ cała maksymalna głębokość skrawania narzędzia jest wykorzystana frezowanie trochoidalne można wykonywać z mniejszą ilością przejść w płaszczyźnie Z. Zwiększenie parametrów i zmniejszenie ilości przejść znacznie skraca czas obróbki jednego elementu.
Ponieważ frezowanie trochoidalne wykorzystuje narzędzia o mniejszej średnicy niż szerokość rowka możliwa jest obróbka rowków o wielu szerokościach tym samym narzędziem. Pozwala to zaoszczędzić miejsce w magazynie narzędziowym obrabiarki, zmniejszyć czas zmiany narzędzia w czasie obróbki oraz koszty zakupu narzędzi.

Wyzwania przy frezowaniu trochoidalnym
Przy frezowaniu trochoidalnym największe wyzwania stoją przed obrabiarka i oprogramowaniem. Maszyna powinna osiągać duże prędkości obrotowe oraz posuwy i dodatkowo posuw musi płynnie się zmieniać w czasie obróbki. Brak możliwości zmiany posuwu w czasie obróbki spowoduje różną grubość wióra, co spowoduje spadek jakości, pogorszenie warunków obróbki a w skrajnych przypadkach nawet złamanie narzędzia.
Przy tego typu obróbce wymagane jest również specjalne oprogramowanie CAM, pozwalające na ustalenie odpowiednich ścieżek ruchu, prędkości oraz zmienności posuwu. Dodatkową komplikacją jest stosunek średnicy narzędzia do szerokości rowka oraz różna wielkość RDOC w zależności od tego stosunku. Większość źródeł sugeruje, że średnica freza powinna stanowić 50-70% szerokości rowka, a promieniowa głębokość skrawania 10-35% średnicy freza. Dla bezpieczeństwa należy skontaktować się z dostawcą narzędzia.