








TOCZENIE
Posiadamy szeroką gamę narzędzi oraz płytek wieloostrzowych wykorzystywanych do wszystkich typów operacji toczenia. Połączenie węglików oraz powłok ochronnych pozwala na uzyskanie maksymalnej żywotności oraz wydajności narzędzi.

FREZOWANIE
Narzędzia do frezowania to m.in. frezy walcowe, kuliste, torusowe, tarczowe, teowe oraz stożkowe. Posiadamy bogatą ofertę narzędzi powlekanych, które są zalecane do obróbki form odlewniczych lub wtryskowych, matryc, stempli oraz detali w przemyśle samochodowym i lotniczym.

OBRÓBKA OTWORÓW
Oferujemy narzędzia do wiercenia i obróbki otworów, wiertła monolityczne wykonane z różnych materiałów (węglik spiekany, stal proszkowa, HSS/HSSCo) z zastosowaniem różnych powłok, wysokowydajne wiertła składane z wymiennymi płytkami KRUZ oraz z płytkami wieloostrzowymi i łopatkowymi.

GWINTOWANIE
Poza standardowymi gwintownikami polecamy wysokowydajne gwintowniki maszynowe, pozwalające na 2 lub nawet 3 razy szybszą obróbkę. Posiadamy gwintowniki odpowiednie dla każdej grupy materiałowej: P, M, S, K, H, N.

UCHWYTY
Posiadamy bogaty zbiór precyzyjnych uchwytów do narzędzi obrotowych. Proponujemy modułowy system uchwytów Infinity stosowany do obróbki na dużym wysięgu (możliwość obróbki <1000 mm). Pozwala on na obróbkę ciężko dostępnych miejsc.

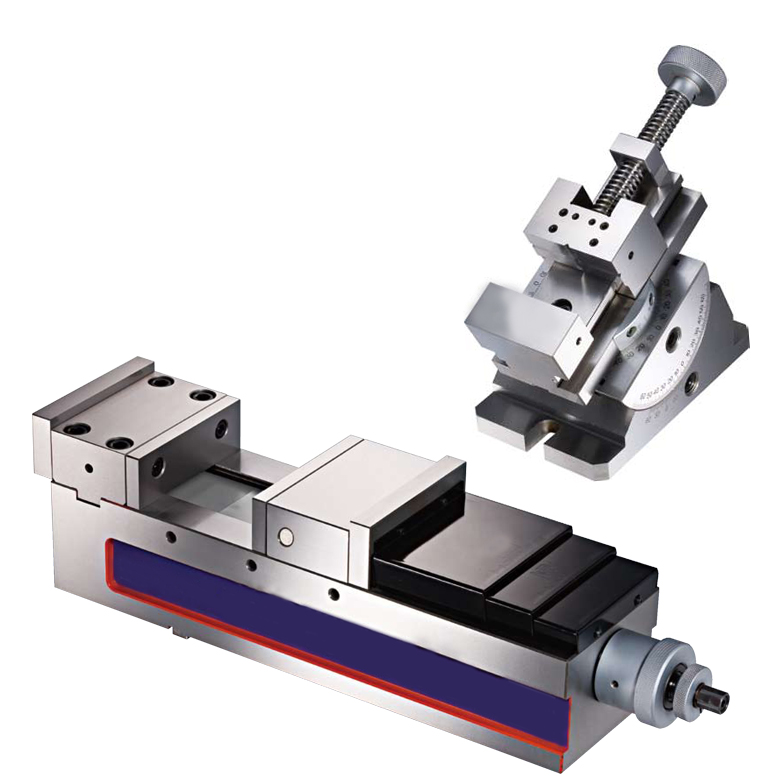
IMADŁA
Oferujemy imadła o najwyższej dokładności i powtarzalności, przystosowane do mocowania elementów w przestrzeni obrabiarek CNC. Przestrzeń roboczą obrabiarki można wykorzystać maksymalnie dzięki jej optymalnemu połączeniu z siłą zacisku.

SYSTEMY MOCUJĄCE
Takie systemy tworzą serie elementów mocujących, które zostały wykonane z żeliwa oraz aluminium. Istnieje możliwość wykorzystania wielu detali w jednym zamocowaniu. Żeliwne korpusy tłumią drgania, zaś aluminiowe przeznaczone są do wykonywania wnęk dostosowanych do kształtu przedmiotów obrabianych. Umożliwiają maksymalne wykorzystanie przestrzeni roboczej obrabiarki, zapewniając stabilne i pewne zamocowanie.

UCHWYTY WIELOSZCZĘKOWE
Uchwyty wieloszczękowe mocowane są na tokarkach oraz stołach obróbczych. W naszej ofercie występują uchwyty nastawne oraz samocentrujące. Wysoka precyzja oraz powtarzalność mocowania pozwala na bardzo dokładną obróbkę. Idealne do mocowania odlewów lub odkuwek.
PRZECIĄGACZE
To narzędzia służące do obróbki wieloseryjnej. Wykorzystywane są do obróbki zębatek, przekładni, elementów tłokowych, wielowypustów, elementów używanych w przemyśle lotniczym oraz motoryzacyjnym. Narzędzia te wykazują się doskonałą jakością obrabianych detali oraz wysoką wydajnością procesu. Ponadto oferujemy szeroką gamę powłok ochronnych zwiększających żywotność oraz wydajność narzędzi.
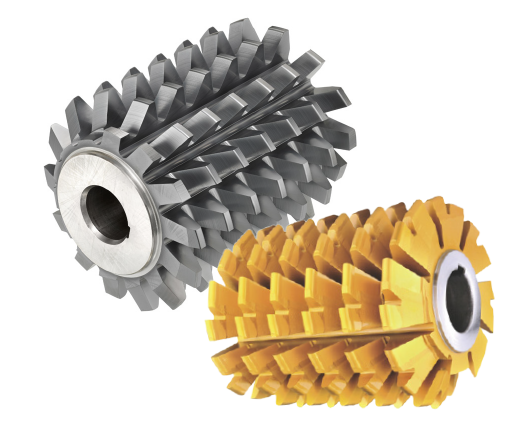
FREZY OBWIEDNIOWE
Wysokiej jakości frezy ślimakowe wykorzystywane są do obróbki zębów prostych oraz skośnych. Na życzenie klienta wykonujemy m.in. proturberancje, fazki oraz wszelkie modyfikacje zarysu zęba. Proponujemy następujące narzędzia: - frezy modułowe oraz podziałowe - frezy ślimakowe - wzorcowe koła zębate - dwuczęściowe frezy zgrubno-wykańczające

DŁUTAKI
W swojej ofercie posiadamy noże Fellows’a proste oraz skośne. To narzędzia do obróbki wszelkiego rodzaju wewnętrznych oraz zewnętrznych uzębień, zarysów ewolwentowych, przekładni łańcuchowych oraz śrubowych. Proponujemy także trzpienie ustalające, które są wykorzystywane do określenia średnicy podziałowej elementów wielowypustowych lub średnicy zasadniczej wewnętrznych wielowypustów lub zarysów ewolwentowych.


ŚCIERNICE
Oferujemy ściernice diamentowe oraz CBN. To optymalne rozwiązanie poprawiające jakość oraz produktywność szlifowania narzędzi skrawających, które przybierają różnorodne kształty oraz wykonane są z różnych materiałów. Bazując na naszym szerokim doświadczeniu w produkcji narzędzi, opracowaliśmy innowacyjne spoiwo w celu zwiększenia produktywności oraz jakości szlifowanych detali. Posiadamy serię tarcz szlifierskich wg ISO. Zachęcamy również do składania zamówień na tarcze specjalne.

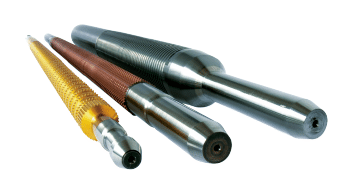
PRĘTY WĘGLIKOWE
Oferujemy pręty węglikowe od ø1 do ø32, o długości 310 mm lub 330 mm. Istnieje możliwość docinania prętów na specjalne zamówienie. Oferujemy pręty szlifowane (tolerancja h6) oraz nieszlifowane. Pręty dostępne są w kilku gatunkach, o różnej wielkości ziarna (od 0,2 µm do kilku µm) oraz wskaźniku TRS od 2600 do 4500 [N/mm2]. Posiadamy pręty służące do obróbki ogólnej (gatunek ekonomiczny) oraz pręty najwyższej możliwej jakości, które są przystosowane do obróbki materiałów hartowanych oraz ciężko skrawalnych.
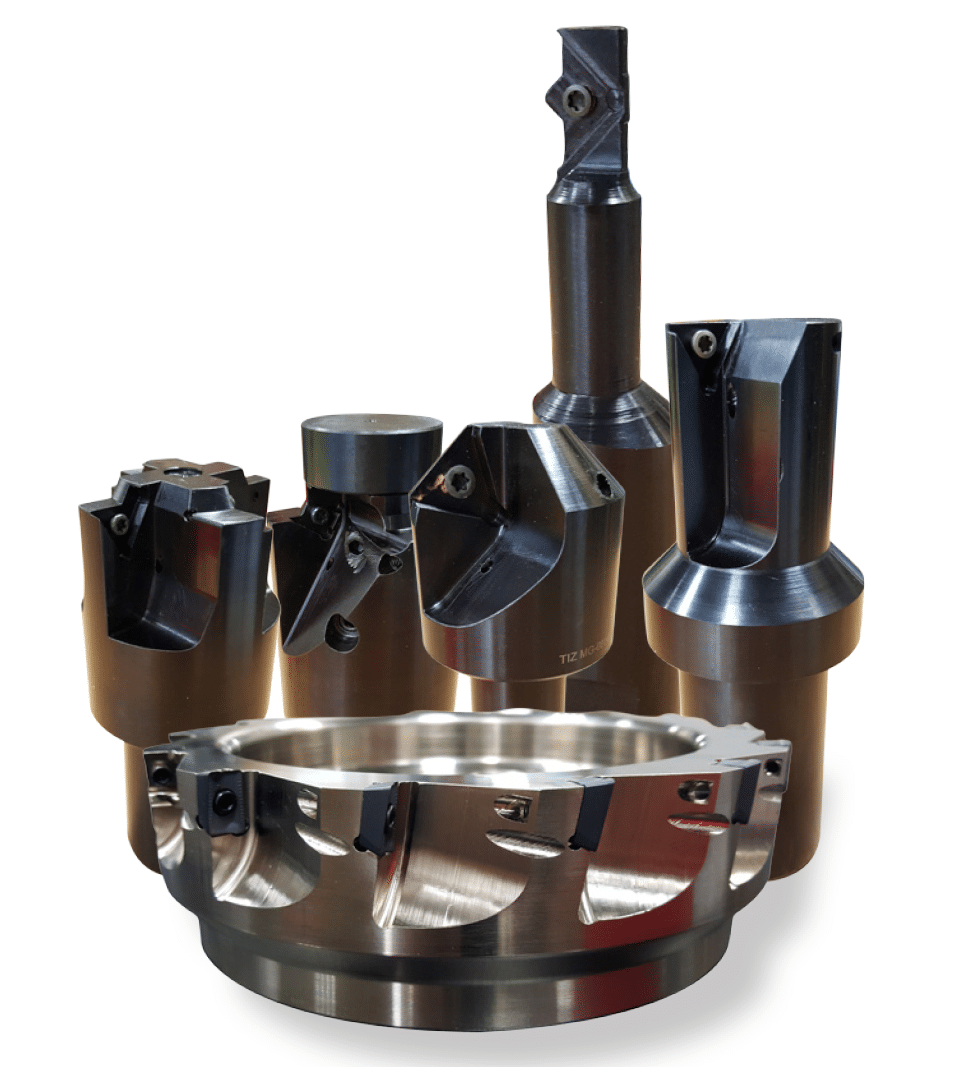
NARZĘDZIA MONOLITYCZNE, SKŁADANE ORAZ MONOBLOKI
Narzędzia specjalne wykorzystywane są podczas złożonych operacji. Umożliwiają zwiększenie produktywności oraz obróbkę elementów nietechnologicznych. To nietypowe rozwiązania dostosowane do indywidualnych wymagań klientów. Tę grupę tworzą narzędzia monolityczne, składane oraz tzw. monobloki (narzędzie wykonane z litego wałka – stożek bazowy i korpus narzędzia stanowią jeden element), które zapewniają maksymalną wydajność i jakość obróbki. Narzędzia specjalne dostępne m.in. w poniższych kategoriach: - wytaczadła (zgrubne, wykańczające) - wiertła (składane do 50xD, stopniowe) - narzędzia frezarskie - narzędzia tokarskie - narzędzia wielooperacyjne - uchwyty frezarskie - redukcje lub przedłużki - narzędzia antywibracyjne - narzędzia napędzane

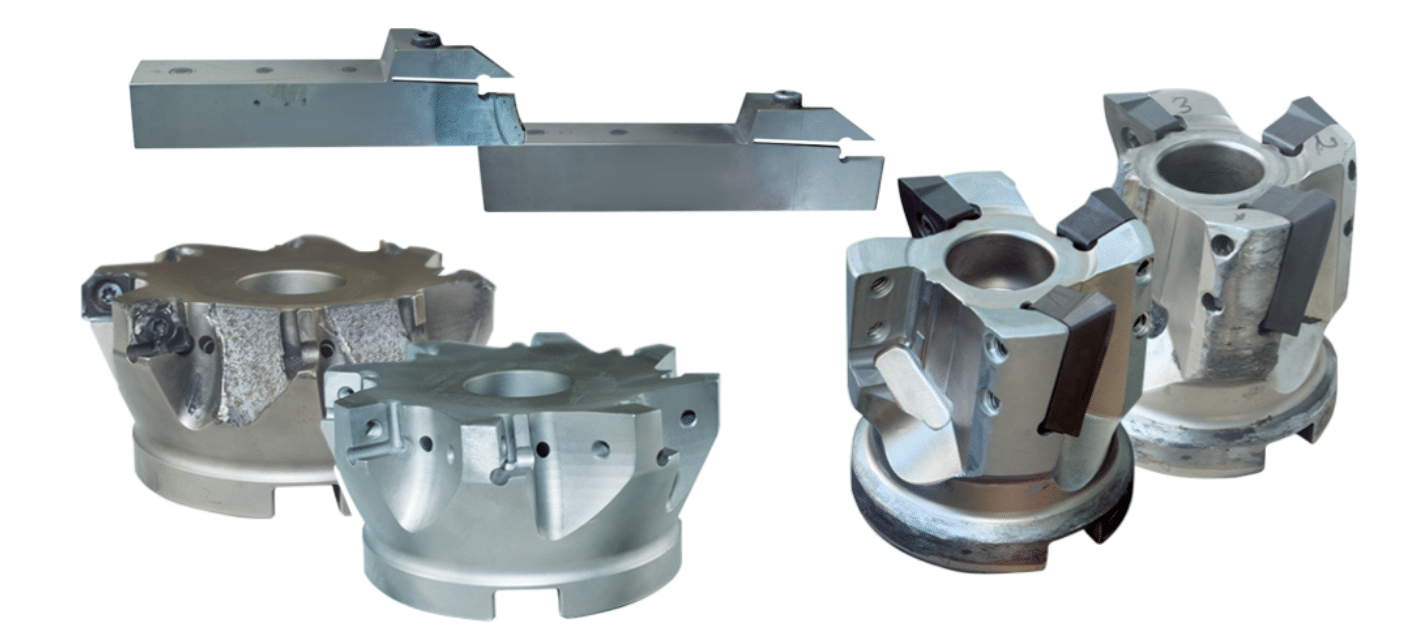
ZREGENERUJ I OSZCZĘDŹ!
Jednym z ważniejszych założeń polityki TIZ Implements jest ochrona środowiska naturalnego. Firma wdraża tę politykę, realizując różnorodne działania, m.in. regenerując zużyte narzędzia skrawające. Wykorzystując tę metodę, TIZ Implements nie tylko chroni przyrodę, ale również obniża koszty gospodarki narzędziowej. Koszt regeneracji stanowi zaledwie 30-35% ceny nowego narzędzia! Opłaca się odnawiać również tańsze narzędzia, które oferują niemal wszystkie przedsiębiorstwa zajmujące się obróbką skrawaniem. Według naszych szacunków aż 80% naprawianych narzędzi stanowią właśnie te najpopularniejsze, których cena nie jest zbyt wysoka. Odnawiać można wszystkie narzędzia, niezależnie od producenta.

TIZ Implements ceni innowacyjne rozwiązania. Firma wychodzi naprzeciw oczekiwaniom klientów, dbając o czas i wygodę przedsiębiorców oraz jakość świadczonych przez nich usług. Aby osiągnąć te cele, TIZ Implements od lat inwestuje w najnowocześniejsze systemy oraz urządzenia. Dzięki temu wyróżnia się na rynku, a klienci darzą firmę zaufaniem.


Dynamicznie zmieniające się otoczenie biznesowe, coraz większa liczba zleceń i projektów, potrzeba inwestowania w nowych pracowników, szybki rozwój technologii oraz konieczność zwiększania wydajności to ogromne wyzwania, z którymi muszą zmierzyć się wszystkie rozwijające się firmy. TIZ Implements wspiera przedsiębiorców, realizując usługę polegającą na outsourcingu. Taka współpraca pozwala na realne wsparcie strategii biznesowej klienta, optymalizację procesów i kosztów oraz wzrost innowacyjności.

JAKIE KORZYŚCI ODNOSZĄ FIRMY, KTÓRE WYBRAŁY KOMPLEKSOWY OUTSOURCING OFEROWANY PRZEZ TIZ IMPLEMENTS?
JAKIE KORZYŚCI ODNOSZĄ FIRMY, KTÓRE WYBRAŁY KOMPLEKSOWY OUTSOURCING OFEROWANY PRZEZ TIZ IMPLEMENTS?

PRZYGOTOWANIE POSTPROCESORÓW
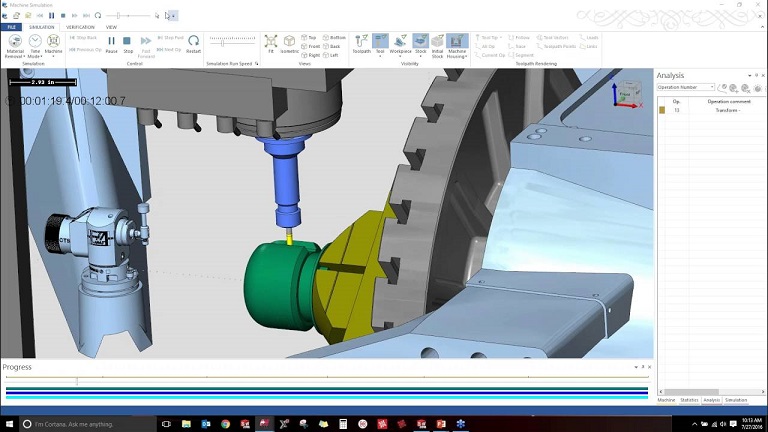
Każda maszyna sterowana numerycznie (CNC) wymaga odpowiedniego, zrozumiałego dla niej kodu NC (sekwencji poleceń). Postprocesor zapisuje odpowiedni kod na dysku w postaci pliku tekstowego oraz zapewnia jego poprawny format. Dla każdej obsługiwanej przez system CAM maszyny należy przygotować odpowiedni postprocesor. Poprawnie wykonany zapewnia bezpieczeństwo pracy maszyny oraz maksymalne wykorzystanie jej możliwości. Ponadto skraca czas, który należy poświęcić na testowanie wdrażanych detali oraz eliminuje ręczne poprawianie kodu NC. Obsługa profesjonalnie przygotowanego postprocesora nie wymaga wiedzy z zakresu działania i programowania maszyny. Wszelkie ustawienia wykonywane są w systemie CAM.
Jako alternatywę dla fizycznej weryfikacji obróbki i działania postprocesora na obrabiarce TIZ Implements oferuje opcję przygotowania w systemie CAM niezależnej symulacji pracy maszyny, tzw. maszyny wirtualnej. Umożliwia to przeprowadzenie symulacji kodu NC pochodzącego z postprocesora lub innego źródła.
USŁUGI W ZAKRESIE PRZYGOTOWANIA POSTPROCESORÓW
Firma TIZ Implements posiada wieloletnie doświadczenie w zakresie przygotowywania postprocesorów, symulacji pracy maszyny oraz wdrożeń popularnych systemów CAM. Klienci doceniają fachowość i profesjonalizm dostarczanych przez nas rozwiązań. Firma wspiera przedsiębiorstwa, które dopiero rozpoczęły działalność w obszarze obróbki na maszynach CNC, wyjaśniając wszelkie wątpliwości dotyczące oprogramowania maszyn lub wyboru sterowania. TIZ Implements współpracuje także z doświadczonymi użytkownikami. Na specjalne zamówienie takich klientów firma wyposaża postprocesory w zaawansowane opcje i funkcjonalności.

